Engineered to preserve product integrity and extend shelf life, these solutions ensure safe storage and secure delivery across the supply chain. With a focus on durability and compliance, they maintain quality while meeting the diverse needs of the healthcare industry.




 Pharmaceutical Formulations
Pharmaceutical Formulations  Dew Product Shots
Dew Product Shots  Surgical Disinfectants & Disposable
Surgical Disinfectants & Disposable  Flavours & Excipients
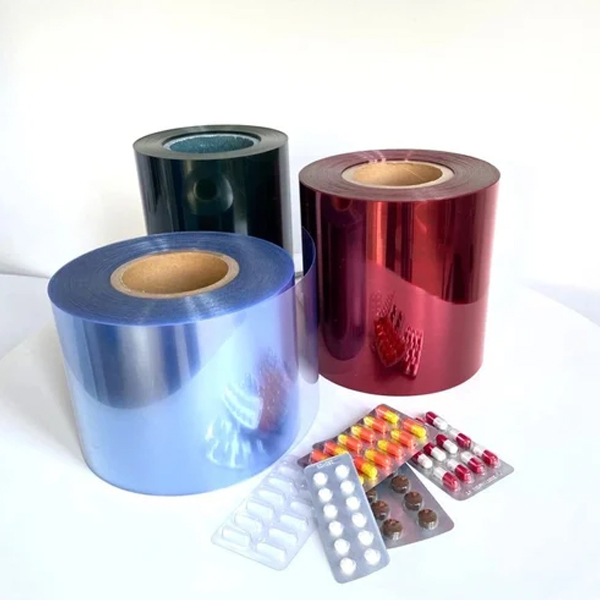
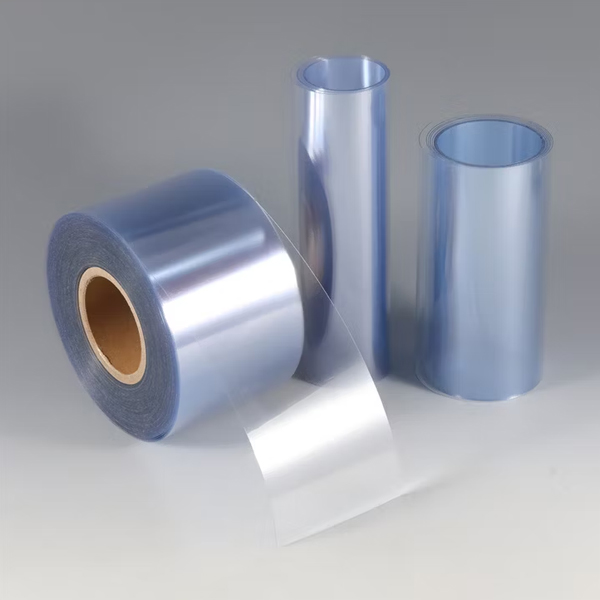
Flavours & Excipients  Packing Materials
Packing Materials  IVD Kits
IVD Kits  Capsules
Capsules